车间大屏怎么做?从织机监控到车间大屏看板,一篇讲透
很多客户第一次提需求,会说:“我们想在车间/办公室做个大屏。”
但从落地角度看,车间大屏只是展示;客户真正想要的,往往是“能看见、能追踪、能改善”的织机监控:每台织机在跑还是在停、停了多久、产量进度到哪、效率为什么掉了——这些先变得透明,大屏才有内容可看。
所以,真正能发挥作用的车间大屏,本质上是“织机监控系统的可视化出口”:先把织机状态与生产数据采集上来,再把现场管理动作(报警、响应、追溯、复盘)固化到系统里,大屏才能长期用下去。
下面这篇把“车间大屏怎么做”按真实落地路径讲清:先理解你需要的其实是织机监控,再看车间大屏应该放什么、硬件怎么选、现场怎么推进。
一句话区分:车间大屏 vs. 织机监控系统
- 车间大屏:展示层,把关键指标在现场“抬头可见”。
- 织机监控系统:数据与业务层,解决“数据从哪来、准不准、断不断、异常怎么闭环”。
如果没有织机监控系统做底座,大屏的多数内容只能靠人工录入或事后汇总;看上去“有数据”,其实无法用于现场管理。
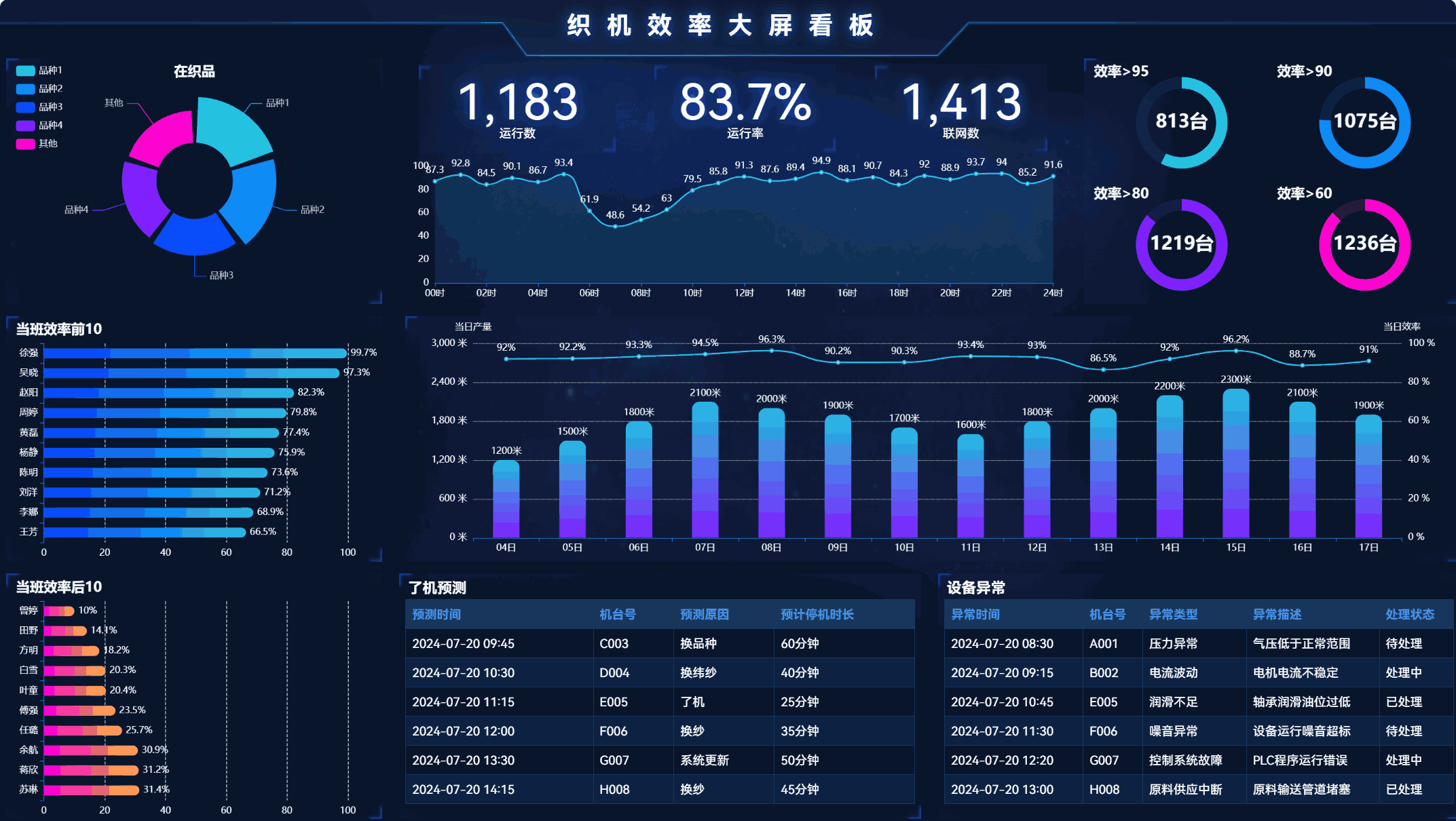
车间大屏通常应该展示什么(才有用)
不同工厂关注点不一样,但“有用的车间大屏”通常满足两个原则:少而关键、能驱动动作。常见模块包括:
1) 全车间运行态势(抬头第一眼)
- 开机/停机台数、停台占比
- 产量进度(按品种/订单/班次)
- 效率概览(按车间/机型/班组)
2) 异常与响应(要有人去处理)
- 停台原因/故障类型分布
- 超时停台、效率异常、产量偏差
- 待处理工单、响应时长、维修到场确认
3) 排名与对比(推动改善)
- 机台效率 Top/Bottom
- 班组对比、挡车工/维修响应对比(在合规前提下)
- 同品种、同工艺的对标曲线
4) 复盘视角(管理者看的第二屏)
- 当班停台损失、异常集中时段
- 关键原因(例如断经/断纬/缺纬等)趋势
- 改善措施前后对比
车间大屏的数据从哪来:现场落地的三种常见路径
很多人把需求说成“车间大屏”,但真正决定效果的,是织机监控的数据采集怎么落地。在织造车间,常见有三类路径:
路径 A:无屏采集器 + 无线网关(适合快速铺开)
特点是安装相对轻、改造少,适合大规模机台快速部署。数据通过工业无线(例如 433MHz)汇聚到网关再上传,现场布线压力小。关键看三点:
- 无线抗干扰与覆盖能力是否经过大量现场验证
- 网络波动时是否有离线缓存/断线续传,避免数据“空一截”
- 远程运维能力是否完善(配置、升级、故障定位)

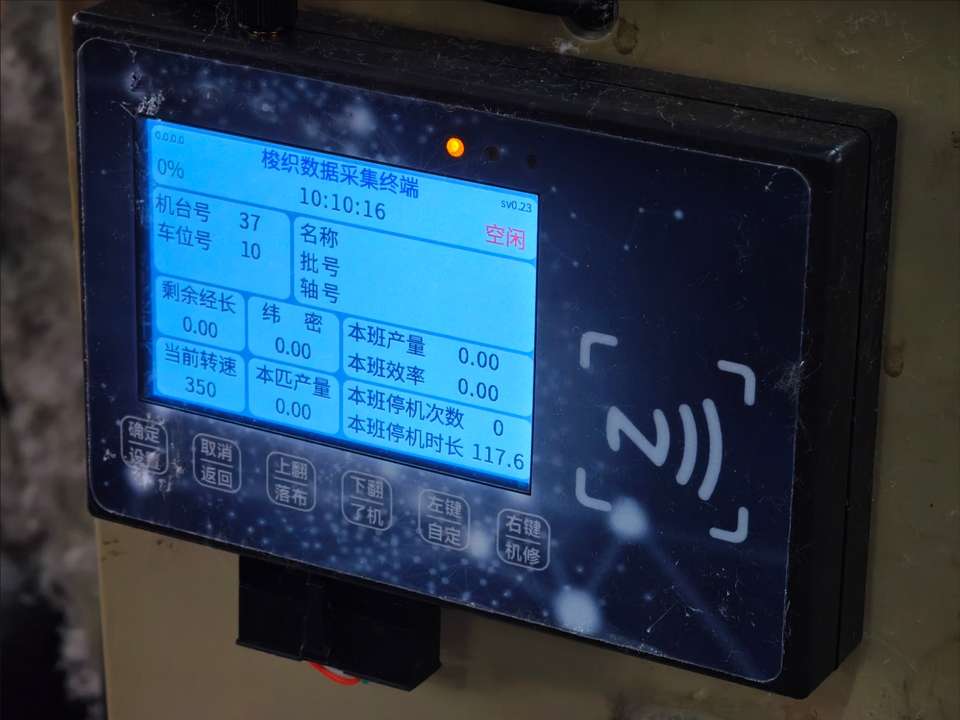
路径 B:带屏采集终端(适合希望把“现场动作”也做进去)
终端除了采集,还能承载部分现场交互,例如:交接班确认、异常确认、一键报修、工单流转等。优点是把“数据—动作—闭环”直接落在车边,管理动作更容易执行。
路径 C:PLC/产线数据接入(适合设备类型多、系统集成要求高)
当车间除了织机,还有包装线、检验线、立库等设备时,往往需要同时接入 PLC(Modbus 等),并统一到一个看板与报表体系里。此时更要重视数据口径、接口协议、以及与 ERP/MES 的协同方式。
选型时最容易踩的 5 个坑(也是你问供应商的 5 个问题)
- 关键数据采得到吗?采集点位在哪里?(不同机型/电控如何适配;开停机、产量、效率、停台原因这些指标如何定义与校准)
- 断网断电怎么办?(有没有本地缓存、补传策略、以及数据完整性校验)
- 异常能不能闭环?(停台报警后,是否能追到“谁处理、多久到场、怎么结案”)
- 大屏是不是“可配置”的?(品种/班次/车间调整后,是否需要重新开发)
- 能不能长期维护?(远程升级、日志、批量管理、现场问题定位效率)
只要把这 5 个问题问清楚,基本就能筛掉一大批“只有大屏,没有系统”的方案。
车间大屏落地的推荐节奏:先“小闭环”,再“全覆盖”
我们更建议按“最小可用闭环”推进,而不是一上来就做一张“什么都想放”的大屏:
- 选一个车间/一条线做试点:先把织机监控的开停机、产量、停台跑通
- 把异常响应做成闭环:报警—到场—结案—复盘
- 再把大屏做“上墙版本”:只放最关键的 6~10 个指标,先让现场用起来
- 试点稳定后复制到全厂,并按岗位做不同大屏(现场/主任/老板)
这样推进的好处是:先把织机监控跑稳,再做车间大屏,效果更确定、返工更少。
结语:屏幕不难,难的是“把数据变成管理动作”
车间大屏不是终点,它只是把关键事实放到所有人都能看见的地方。真正决定效果的,是背后的织机监控与数据采集系统,能否做到:采得上来、传得稳定、异常闭环、能复盘改进。
如果你正在评估“车间大屏系统”,也欢迎把你们车间的机型、网络条件、希望展示的指标发给我们,我们可以一起把采集路径与大屏结构梳理清楚,避免走弯路。